How Ultrasonic Milk Powder Vibro Sifter Prevents Screen Clogging: Working Principle
Friday July-03 2026 16:49:06
Introduction
In industrial dairy processing, achieving consistent particle sizing while maintaining strict food safety compliance is a major operational challenge. Among the various equipment utilized, the milk powder vibro sifter plays a critical role as the final line of defense against oversized contaminants and foreign bodies before packaging.
However, production managers frequently encounter a frustrating bottleneck: screen clogging, globally recognized as mesh blinding. Due to the inherent physical properties of dairy formulas—such as high fat content, moisture sensitivity, and electrostatic charges—fine particles tend to adhere to the wire mesh, drastically reducing throughput and causing unexpected downtime.
To resolve this operational limitation, advanced processing lines integrate an ultrasonic de-blinding system into the circular vibratory separator. This technical guide explores the exact working principle of the ultrasonic milk powder vibro sifter and analyzes how it effectively eliminates screen clogging while preserving product integrity.

1. Why Does Milk Powder Readily Cause Screen Clogging?
Before examining the mechanical solutions, it is essential to understand why dairy powders are notoriously difficult to screen through fine meshes (typically ranging from 40 mesh to 60 mesh, or 380μm to 250μm).
The Impact of Milk Fat and Ambient Humidity
Milk powder is not a simple dry aggregate; it contains varying levels of lipids (lipids/fats). When subjected to friction and mechanical movement during pneumatic conveying or mechanical sifting, these fats can warm up slightly, making the powder sticky. Furthermore, if ambient humidity fluctuates, the hygroscopic nature of dairy proteins causes particles to absorb moisture, forming micro-agglomerates that nest perfectly inside the wire apertures.
Electrostatic Forces in Fine Powders
As dry particles rub against each other and the stainless steel surfaces of the hopper, they generate significant static electricity. These charged particles cling to the woven wires of the sieve. Over time, layers of fine dust bridge across the openings, completely blocking the material flow. Standard mechanical vibration alone lacks the specific energy required to break these micro-bonds, leading to rapid screen blinding.
2. The Core Components of an Ultrasonic Dairy Vibro Sifter
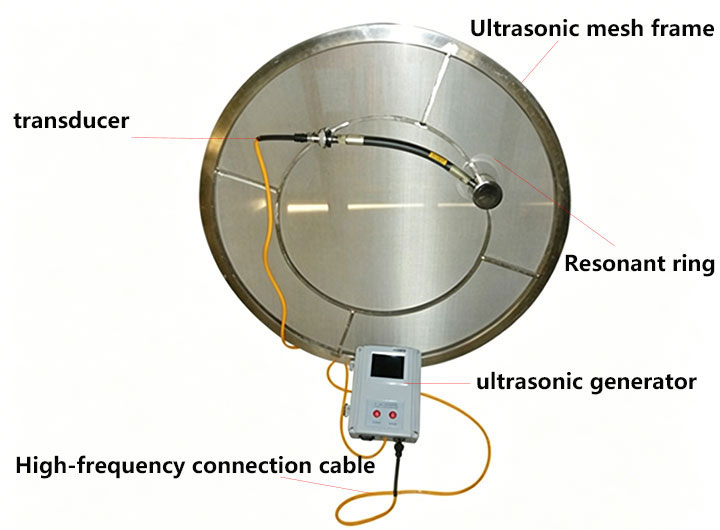
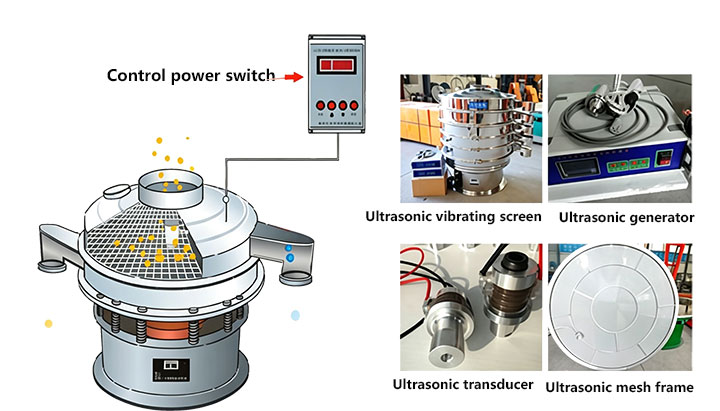
An ultrasonic-assisted sifter does not rely solely on the low-frequency mechanical movement of a standard separator. Instead, it combines two distinct dynamic motions. The system consists of four primary hygienic components:
The Ultrasonic Generator: An external control box that converts standard electrical energy into high-frequency electrical signals.
The Transducer (Piezoelectric): A sanitary-designed element that converts the high-frequency electrical energy into mechanical micro-vibrations (acoustic waves).
The Velocity Ring (Waveguide): A specially engineered stainless steel ring supporting the mesh, which distributes the acoustic waves evenly across the entire screening surface.
The Screen Mesh Frame: Built entirely to sanitary standards, ensuring no crevice exist where organic material could accumulate.
3. Detailed Working Principle: How Acoustic Waves Prevent Blinding
The underlying mechanism of the ultrasonic milk powder vibro sifter can be broken down into a dual-force synchronization that prevents particles from settling into a blinding pattern.
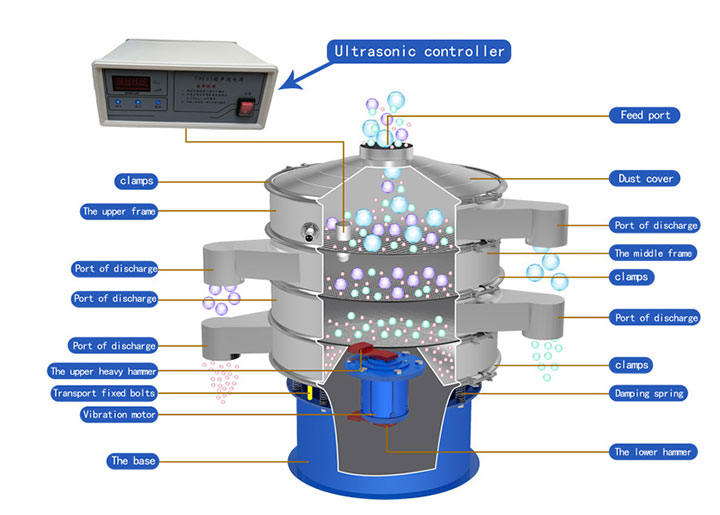
Step 1: Low-Frequency 3D Spatial Movement
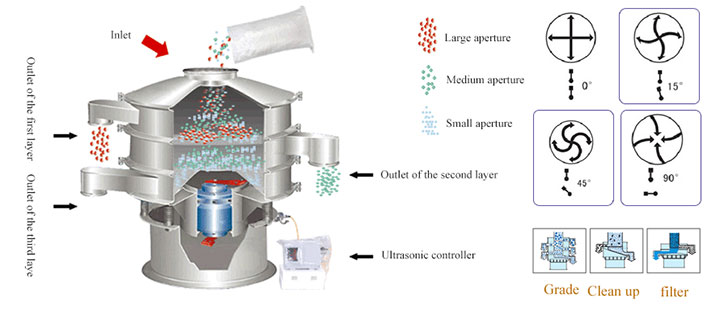
The primary mechanical drive is a vertical vibratory motor equipped with eccentric top and bottom weights. This setup forces the milk powder to move in a three-dimensional path across the screen mesh—spiraling outward from the center feed inlet toward the discharge gates. This motion is responsible for moving the bulk volume of the material and ensuring it is distributed across the available screening area.
Step 2: High-Frequency Acoustic Wave Superimposition
While the bulk powder is moving macroscopically, the ultrasonic generator transmits a high-frequency signal (typically around 35 kHz to 36 kHz) to the transducer. The transducer vibrates at an incredibly low amplitude (measured in micrometers,μm).These micro-vibrations travel through the acoustic velocity ring and are injected directly into the wires of the sieve mesh. The mesh effectively becomes a vibrating acoustic wave emitter.
Step 3: Breaking Particle Surface Tension and Static Bonds
As the milk powder particles approach the wire apertures, the high-frequency acceleration overcomes the electrostatic attraction between the dairy dust and the metal surface. It also disrupts the fluid/fat bridges forming between individual damp particles.
Instead of lodging inside the mesh openings, the sticky particles are continuously "bounced" a fraction of a millimeter off the wire surface. This micro-propulsion action reduces friction, fluidizes the powder layer, and allows on-size particles to pass instantly through the mesh openings, while oversized impurities continue their path to the discharge outlet.
4. Engineering Standards for Sanitary Dairy Application
Industrial sifters used in dairy production must comply with strict hygienic guidelines to ensure there is zero risk of microbiological contamination. When selecting or configuring an ultrasonic milk powder vibro sifter, several engineering characteristics are mandatory.
Material Choice: SS316L and Food-Grade Polymers
All metal components in direct contact with the product must be constructed from 316L stainless steel. This grade offers superior resistance to pitting corrosion from clean-in-place (CIP) chemicals and sanitizers compared to standard 304 stainless steel. All gaskets, profile seals, and O-rings must be molded from food-grade polymers (such as premium silicone or EPDM) that carry explicit FDA approval and EU 1935/2004 compliance certificates.

Surface Finishing and Crevice-Free Design
To minimize the possibility of bacterial colonization, internal surfaces must be polished to a mirror finish, maintaining a surface roughness value of Ra≤0.4μm. Welds must be continuous, ground smooth, and flush with adjacent plates. Standard industrial designs that use exposed threaded fasteners or overlapping joints inside the product zone are strictly prohibited in dairy installations; instead, quick-release tri-clamp assemblies are utilized.
5. Key Operational Advantages in Dairy Production Lines
Implementing an ultrasonic system yields tangible operational improvements beyond simply avoiding manual screen cleaning.
Minimized Processing Downtime
In conventional screening setups, operators must halt the production line every few hours to manually clean or brush the mesh, risking damage to delicate wires. Ultrasonic waves keep the mesh clear continuously, allowing 24/7 inline operations.
Protection of Particle Structure
Unlike mechanical anti-blinding devices (such as bouncing rubber balls or rotating sliders) which can subject fragile agglomerated milk powders to mechanical shear and degradation, ultrasonic waves fluidize the material gently without changing the particle size distribution (PSD) or crushing the product.
Significant Capacity Elevation
By ensuring that close to 100% of the screen apertures remain open at any given moment, the effective screening area is optimized. This can increase throughput by up to 300% compared to a non-ultrasonic separator handling the identical product mesh size.
Frequently Asked Questions (FAQ)
Q1: Can ultrasonic vibratory sifters handle high-fat whole milk powder?
Yes. Whole milk powder (26%-28% fat) is highly prone to fat-bridging under friction. The 35 kHz ultrasonic acoustic waves continuously fluidize the powder bed, preventing the fat from warming up and sticking to the wire mesh, which mechanical vibrators cannot achieve alone.
Q2: How often do the FDA-approved silicone gaskets need replacement?
Under standard dairy operating conditions (including routine CIP cycles), food-grade silicone seals should be inspected weekly and typically replaced every 6 to 12 months, depending on the chemical concentration and washdown temperature.
Q3: Does ultrasonic vibration break or damage the milk powder granules?
No. Unlike mechanical anti-blinding systems such as bouncing balls or slider rings that physically compress and crush the powder, ultrasonic de-blinding applies high-frequency, low-amplitude acoustic energy. It repels particles gently without crushing fragile agglomerates, keeping the particle size distribution (PSD) intact.
Conclusion
The integration of ultrasonic technology into the milk powder vibro sifter represents a critical advancement for modern dairy processing plants. By employing high-frequency acoustic waves to counter electrostatic and lipid-based adhesion, the technology provides a highly reliable, hygienic, and efficient solution to the persistent issue of screen clogging. Investing in an engineered, sanitary ultrasonic sifter ensures that dairy processors can meet stringent quality control targets while optimizing overall equipment effectiveness (OEE) and maintaining maximum throughput.


